How To Buy an Injection Mold
Injection Mold Buyers Guide
The process of specifying, quoting and ultimately purchasing an injection mold for your project can easily leave you in a state of confusion and frustration. This is a big decision and having the right information can help ensure the success of your project. Whether you are a purchasing professional, engineer or entrepreneur, it is critical to understand the basic factors that can drive the cost of your mold and or molded plastic products. At Progressive, we can help walk you through this process.
“So I have a solid model or prototype, how much will the mold and plastic part cost?” This is a little like someone asking you “I want to buy a car, how much will it cost?” This is where Progressive can help you make the best decision to meet your needs. It all starts with a conversation. Let’s look at some of these questions and how your answers can affect piece price or the cost of your mold. Don’t know? We can help!
I know I need an injection mold but how do I decide what to ask for in my RFQ?
FAQ: Below are some common questions to discuss when looking at a new injection molding project.
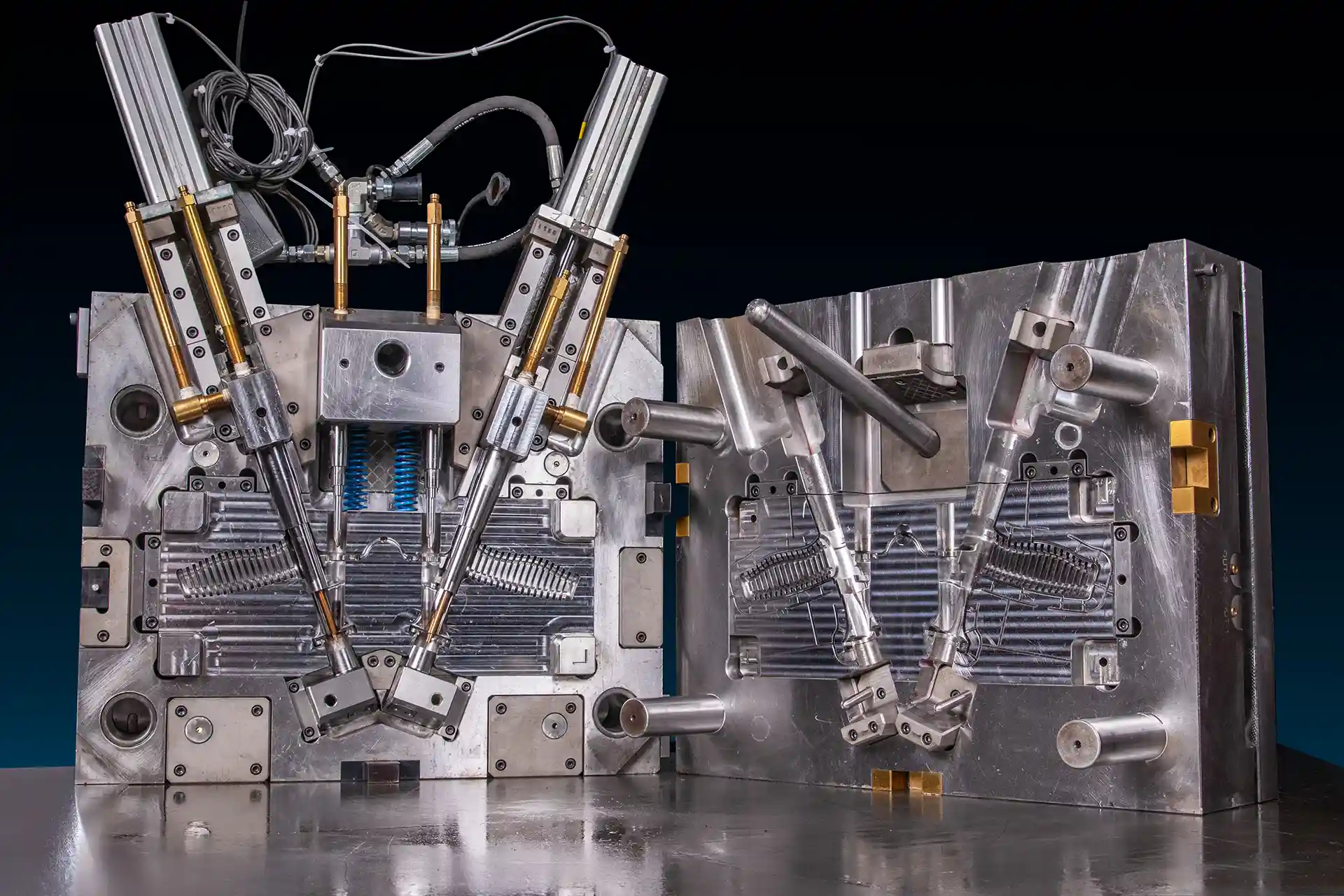
Absolutely not! The best way to think of an injection mold is that it is a custom built precision machine designed specially to produce your part. It is not uncommon for a mold to have 500+ components with hundreds of moving parts. Part design, annual volume, part complexity and number of cavities all influence the mold design and cost.
Understanding the basics can make purchasing an injection mold much less confusing.

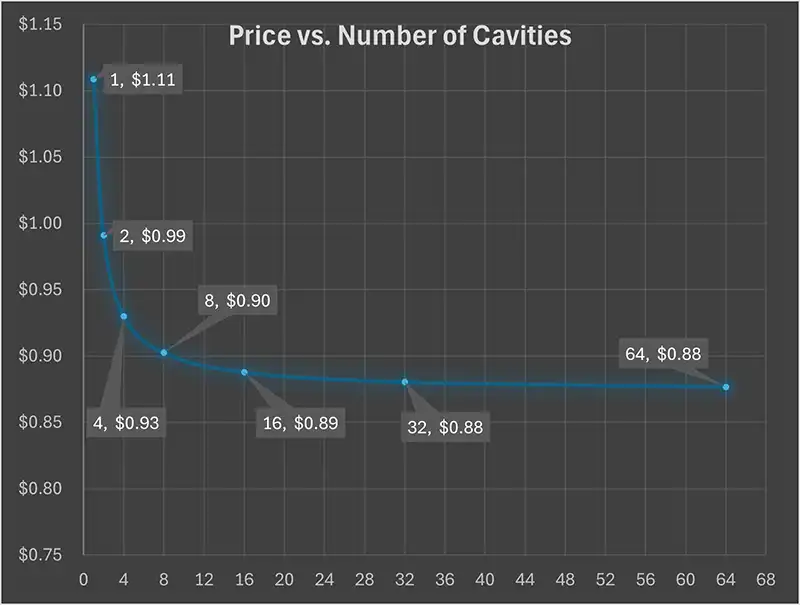
Optimum cavitation refers to the lowest overall cost of the mold and parts over a given period of time typically 2-3 years. The optimum cavitation may or may not be right for you. At Progressive, we can help to guide you to pick the best option to match the project requirements.


The Runner (sprue + runner) are the paths through the mold base from the injection molding machine nozzle to the cavities where the parts are formed.
Cold Runner: In a cold runner mold, the plastic in the runner system solidifies during each cycle and is ejected from the mold with the parts. In most cases it is reground and reused.
Hot Runner: In a hot runner mold, the plastic flows through a heated manifold from the machine nozzle to the gate of the cavity in the mold. This material remains liquid through the cycle while only the part solidifies and is ejected. This eliminates waste and the need to regrind.
Hot runner molds cost more but lower the part cost. Cold runner molds cost less but the part cost is higher. Each has their own advantages and disadvantages.
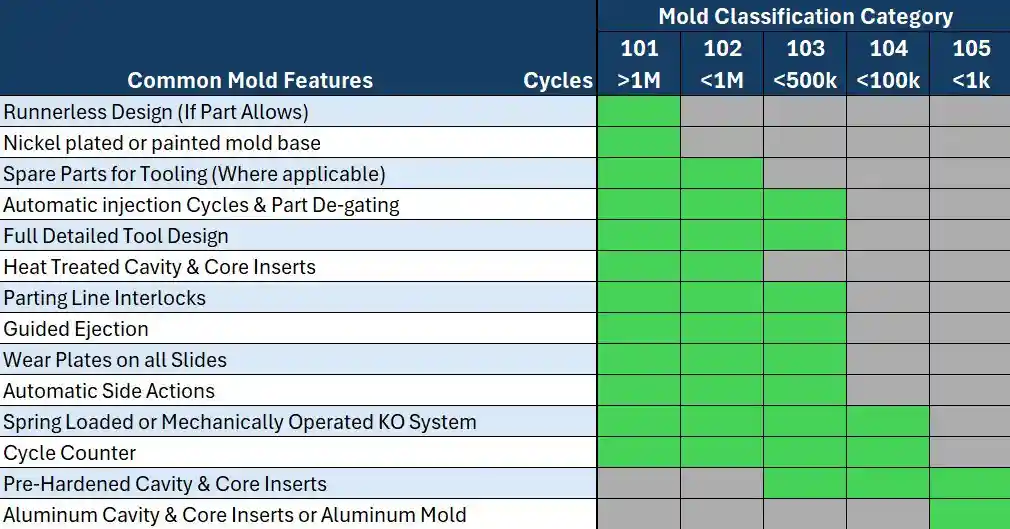
Not all steels for injection molds are created equal. Each has it’s own place depending on application and cost.
- If you have high volumes (EAU), glass filled materials or tight tolerances you want heat treated steel like H-13. Higher Cost.
- If you have corrosive materials like PVC, CPVC, PTFE etc. or some optical polishes, you will want stainless steel for your mold. Medium-High Cost
- If you have lower volumes, unfilled materials or standard tolerances P-20 mold steel will work. Lower Cost
Another important question to ask is where is your steel coming from? Does it come with certifications? Reputable steel suppliers will provide certifications of properties and hardness.
Slides are mechanical devices that are used to form part geometry that is perpendicular to the direction of ejection. This geometry is called an undercut. Slides are the most common mechanisms for releasing undercuts, however lifters and unscrewing cores may be necessary depending on the type and location of the undercut. For example, an internal thread in the part would require an unscrewing core.
Without these mechanical devices that retract before ejection it would be impossible to release the part from the mold and eject it. https://www.youtube.com/watch?v=w-44T7pQuwE
Slides can be mechanically driven with angle pins or driven by a hydraulic cylinder. Mold cost goes up with the addition of undercuts to part geometry as it adds additional complexity and size to the mold. When comparing quotes the number of slides and how the slides are driven (mechanical or hydraulic) can cause wide variation in mold price.
Thermoplastics and Thermoset plastics are two very different types of polymers with different behaviors when exposed to heat.
Thermoplastics can be heated, cooled and reshaped repeatedly without altering their chemical structure. Thermoplastics are by far the most common plastics you interact with on a daily basis. At PMT we exclusively mold thermoplastics.
Thermosets undergo a chemical change when heated, forming irreversible bonds that set their shape permanently. Thermosets are often used in applications with extremely high service temperatures, or applications needing good electrical insulation. Subsequent heat cycles will not melt the polymer.
Yes…..and No. Traditional rubber molding is a thermoset process. We do not mold thermoset type rubber. However, we do mold Thermoplastic Elastomers (TPE) and Thermoplastic vulcanizates (TPV).
Thermoplastic Elastomers (TPE) is a class of polymeric materials that combine the processing characteristics of thermoplastics with the elasticity of rubbers. They can be repeatedly softened by heating and solidified by cooling, allowing them to be molded and recycled like plastics, but also exhibiting the flexibility and resilience of rubber.
Thermoplastic Vulcanizate (TPV) - is a type of thermoplastic elastomer that combines the durability of vulcanized rubber with the easy processing of thermoplastics. Santoprene and Sarlink are some common TPVs.